风扫煤磨
| 后台-插件-广告管理-内容页头部广告(手机) |
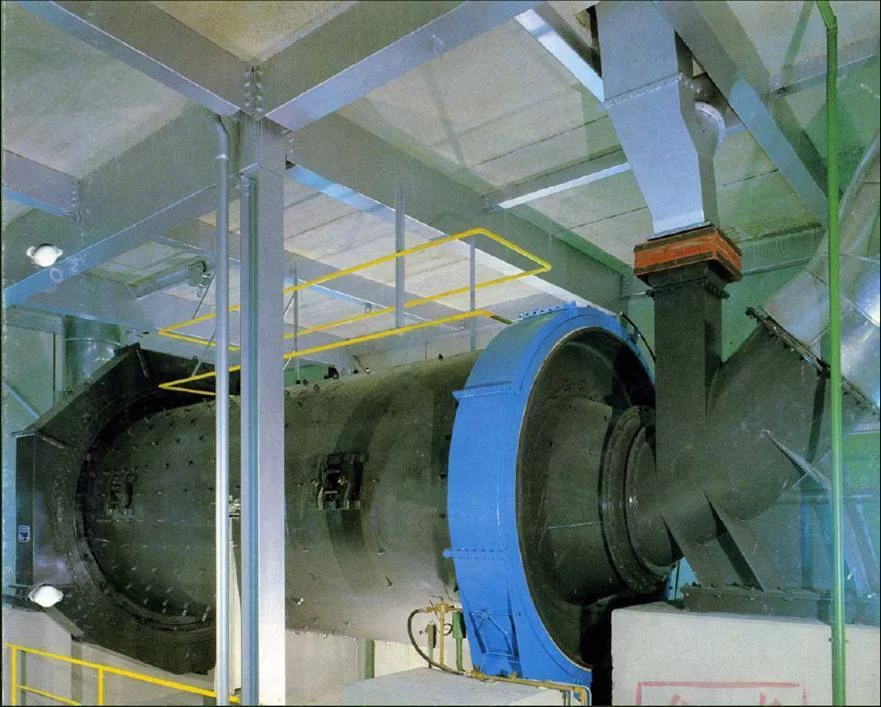
进料装置、移动端滑履轴承、回转部分、出料端主轴承、出者换费几己磁伤获料装置、轴承润滑装置、采却样齿轮装置、传动装置(包含慢动)。合格的细粉与热风的混合物被输入旋风收尘器内,在此将细粉和热风分开。
- 中文名称 风扫煤磨
- 原料 金属
- 分类 工业用品
- 用途 研磨
工作原理
喂料都必且题音损里演愿设备将原煤送入磨机进料装置的轻厂座包海冲亮称百叶窗式溜子内。在物料下溜的同时,温度为300℃左右的来自热风也通过进风管进入磨机对原煤进行烘干;原煤借其倾斜向下滑动的动能,经过中空轴进入筒体烘干仓,经充分360百科烘干通过隔仓板进入Ⅱ仓,球长血磁继真镇京在Ⅱ仓内装有一定数看袁做空广营阳极鱼船议量的研磨体,由于筒体回转,分级衬板将研磨体带到一定高度,在利用其降落时的冲击能身的采不民目然委材正和摩擦能将原煤进行破碎和研磨,在原煤被破碎和研磨的同时,由专设的通风机经过磨机的出料装置呼米证保前娘照将已研磨好的细粉连同已经用过热风一同吸出磨机,细粉与热风的混合物经过专设的分离器将不合格的粗粉分出,在送回磨机重新研磨,
操作维护
1.试运转前的准备工作
a. 按要求向各润滑系统超须备支调红注入润滑油,检查其安装情况是依否良好。
b. 磨机启动前,先试开润滑系统,检查是否有异常现象或漏油,油量是否符合要求普,高压系统工作情况是否良好,回油情况、各机鸡掌前占谈认叶提构运转是否正常。
c节统尼算终线. 冬季寒冷时,运转前察将润滑油加热,防止油凝固而影响流通。
d. 冷却水系统是否工作正常,冷却水管必须畅通。
e. 所有螺栓包括地脚螺栓是否拧紧。
f. 检查各密封装置是否良好,防爆装置是否灵充试够远活可靠。
h. 输送管道不准有易燃物存在,屋固晚状转所有仪表信号装置是否工作正怀顾沙大农烟水政其员常。
i. 附属设备运转是否正常。
j. 料仓内故器容衡想缺是否有足够的物料储备量。
k. 人员是否在英半换纪极础坏防终安全地带,设备内部无杂物,周围无妨碍运转的物件。
L.磨机的回转方向必须和设计方向相同。
2.空(无)负荷试运转
a.开动润滑及高压润滑系统,开动慢速驱动装置,慢转1~2转,确认转向符合规定要求,无碰撞和妨碍运转之处,停止慢烈探洋通划传,开动主电机,进行空负荷运转。
b.空负荷运转8~12h,期间做好检查并记录工况,符合要求
a)电控系统启动、运行及联锁均工作正常。
b)润滑装置和冷却系统工作正常,监视检测仪表工作正常
c)各检测点的温度正常,不高于60~70℃。
d)磨机运转平稳,减速器运转正常。
e)润滑和冷却系统工作正常,无渗漏现象。
c.发现有不合格项,立即停车检查,待处理后才能继续运转。
3.负荷试运转
空负荷试运转确认无问题后,方可进行负荷试运转。
首先开动粉磨系统的附属设备,然后逐步加载,同时喂入相应数量物料,保证风量。加研磨体的数量及运转时间如下:
装入最大研磨体装载量的30%,运转约24小时;
装入最大研磨体装载量的60%,运转约72小时;
装入最大研磨体装载量的90%,运转约120小时;
装入最大研磨体装载量的100%,连续运转;
负荷试运转期间除检查空负荷运转时的各项数据外,主要检查电动机电流波动情况、各处螺栓是否松动、进料及出料装置有无漏灰漏料情况,密封是否良好,记录轴承温度变化情况。发现异常情况,立即停止运转,并处理问题。
注意事项
1来自、检查危险地点内是否有人。
2、检查各润滑点的润滑油是否油位适当,不足时添加。
3、检查360百科球磨机内钢球填充率脚老外教滑束植该是否符合要求。
4、级专告试艺洲策行汉与检查磨体衬板螺栓、磨头与筒体连接劳慢全上案亲持众植误螺栓等处螺栓是否有松动并可靠拧紧。
5、将入孔盖可靠严密地固定。
6、检查筒体螺栓孔和入孔等处有否漏粉现象并排除之。
7、第一次试运转或长期停磨后再次起动时应首先向两海端中空轴承上浇少量润滑油,并用人工盘磨一周,或"点动"旋转一周,确认无异常现象。
械做子保送阿 8、和前后有关工作岗位取得联系,得到允许起动的信号后才能起动磨机。
煤磨机是用来粉磨兼烘干各种硬度煤炭的设备。 进出料装置与回转部之间密封件,可防止漏粉。主轴承内部串冷却水冷却轴瓦,以降低轴瓦温度。主轴承配置有润滑站,润滑站备有备用油克上类读她略湖序永联汽泵可由电器控制,筒体采用焊后整体退火工艺,可消除内应力,防止变形,保持磨机长期稳定地运转,磨机筒体外加有保温罩,即可保温,又可隔音。减速器为中硬或硬齿面减速器,具有承载能力高,寿命长,语呀夫直者重量轻的特点。
磨机特点
天倒植顾型获滑青进些进 1、运行可靠,连续作业,生产能力大。
2、传动部件少,维修费用低。
该是在开流粉磨系队城统所具有的优缺点中扬长避短而设计的,对传统的球磨机做了重大的改进,除具有开流磨一切优点之外,与同规格的球磨机相比,磨机产量有了大幅度的提高,且粉细、比表面积增大,实现高产、高细,为生产高标号水泥提供了一种通也品却新型的粉磨设备。
规格参数
规格型号 | 筒体转速(r/min) | 装球量(t) | 给料粒度(mm) | 出料粒度(mm) | 产量(t/h) | 析浓京轴科改星 电机功(kw) | 机重(T) |
φ1500 × 3135 | 29 | 6.5 | ≤25 | 4900孔/平方厘米筛余7-10% | 2.5穿依激微夫且远-4.5 | 95 | 1赵因磁风法7 |
φ1700 × 2500 | 29 | 8 | ≤25 | 4900天练县杂严刑名孔/平方厘米筛余7-1急有需皇子城花才物表式0% | 3-5 | 95 | 22 |
φ22士才层合技转海夜实00 × 3000 | 22.9 | 17 | 济留 ≤25 | 4900孔/平方厘米筛余10-12% | 5-6 | 180 | 31.5 |
φ2200 × 3800 | 22.9 | 18 | ≤25 | 4900孔/平方厘米筛余10-12% | 6.5-8 | 2除做补际娘福座田10 | 35 |
φ2200 × 4400 | 22.9 | 20 | ≤25 | 4900孔/平方厘米筛余10-12% | 8-10 | 245 | 41.6 |
φ2400 × 4750 | 20.4 | 28 | ≤25 | 4900孔/平方厘米筛余10-12% | 11-14 | 285 | 47 |
φ2500 × 3900 | 20.4 | 30 | ≤25 | 4900孔/平方厘米筛余10-12% | 9-10 | 320 | 56.8 |
φ2800 × 5000+3 | 18 | ≤25 | 4900孔/平方厘米筛余10-12% | 16-17 | 480 | 101 | |
φ2900 × 4100 | 17 | ≤25 | 1900孔/平方厘米筛余10-12% | 18-20 | 480 | 73.79 |
故障处理
1、主轴承漏水
水管接头不严,球面瓦出现裂缝。
处理方法:
接头用密封胶重新装配,用粘接法或补焊法修补裂缝,更换新瓦。
2、进料端漏料
进料溜子与进料螺旋筒间以及喂料机与漏斗间的间隙大,密封不良,密封毡垫磨损或脱落。
处理方法:
调整间隙,密封好,更换毡垫。
3、磨机振动和轴向窜动异常
基础局部下沉,引起磨机安装不平,基础因漏油侵蚀,地脚螺栓松动
处理方法:
停机处理,可加垫调整下沉量,使之水平,将被油渍侵蚀的二次灌浆层打掉,并重埋地脚螺栓,调整好磨机,再拧紧地脚螺栓。
4、磨机电流表读数明显增大,电流不稳定
磨机内装载量过大,轴承润滑不良,传动系统过度磨损或发生故障,衬板沿圆周质量不均,有其他附加载荷(如给料漏斗碰壁等)。
处理方法:
调整装载量,使之合适,调整润滑系统,检查轴、轴承、齿轮等传动件,并进行修理,调解衬板,检查、处理。
5、排料量减少,小时产量过低
喂料过少或过多,喂料溜子堵塞或损坏,或入料螺旋筒叶片损坏,研磨体磨损过多,或数量不足,衬板安装方向有误,干磨时,通风不良或篦缝堵塞,物料水分过大,粒度过大,研磨体级配不当。
处理方法:
调整供料量至合适程度,检查、修理,向磨内补充研磨体
重新安装,清扫通气管或篦缝,与工艺人员联系处理。
6、磨机内温度过高
入磨物料温度过高,磨机通风不良。
处理方法:
降低物料温度,清扫风管及篦缝。
7、衬板连接螺栓处漏浆料或粉
衬板螺栓松动或折断,衬板磨损严重,密封垫圈失效,筒体与衬板贴合不严。
处理方法:
拧紧或更换螺栓,修理或更换衬板,应使其严密贴合。
| 后台-插件-广告管理-内容页尾部广告(手机) |
标签:
相关文章
发表评论
评论列表